أدخل كلمة أو عبارة بأي لغة 👆
اللغة:
ترجمة وتحليل الكلمات عن طريق الذكاء الاصطناعي ChatGPT
في هذه الصفحة يمكنك الحصول على تحليل مفصل لكلمة أو عبارة باستخدام أفضل تقنيات الذكاء الاصطناعي المتوفرة اليوم:
- كيف يتم استخدام الكلمة في اللغة
- تردد الكلمة
- ما إذا كانت الكلمة تستخدم في كثير من الأحيان في اللغة المنطوقة أو المكتوبة
- خيارات الترجمة إلى الروسية أو الإسبانية، على التوالي
- أمثلة على استخدام الكلمة (عدة عبارات مع الترجمة)
- أصل الكلمة
%ما هو (من)٪ 1 - تعريف
Станок орудия; Станок (оружейный); Пулемётный станок; Станок (опора); Станок (оружие); Станковое оружие; Пушечный станок

![7,5-мм пулемёт «Максим» образца [[1894 год]]а, на станке.](https://commons.wikimedia.org/wiki/Special:FilePath/7.5mm MG Maxim.jpg?width=200 "7,5-мм пулемёт «Максим» образца [[1894 год]]а, на станке.")
![Пулемёт системы Льюиса]] на импровизированном станке.](https://commons.wikimedia.org/wiki/Special:FilePath/Lewis machinegun on improvised mount.jpg?width=200 "Пулемёт системы Льюиса]] на импровизированном станке.")
, на станке.")
![Пулемётный станок, [[1930]] год.](https://commons.wikimedia.org/wiki/Special:FilePath/Bundesarchiv Bild 102-10351, Kreis Frankfurt a-O, Herbstmanöver der Reichswehr.jpg?width=200 "Пулемётный станок, [[1930]] год.")
![76-мм батальонная пушка]] Курчевского, на станке.](https://commons.wikimedia.org/wiki/Special:FilePath/Kurchevsky_76-mm.jpg?width=200 "76-мм батальонная пушка]] Курчевского, на станке.")
![станке-треноге M192]].](https://commons.wikimedia.org/wiki/Special:FilePath/M240B M192 Tripod.jpg?width=200 "станке-треноге M192]].")
![станке-треноге M122]].](https://commons.wikimedia.org/wiki/Special:FilePath/M249 FN MINIMI DM-SD-05-05342.jpg?width=200 "станке-треноге M122]].")

![[[FN MAG]].](https://commons.wikimedia.org/wiki/Special:FilePath/Type_74_machine_gun.jpg?width=200 "[[FN MAG]].")
![[[75-мм безоткатное орудие М-20]] на пулемётном станке-треноге.](https://commons.wikimedia.org/wiki/Special:FilePath/Ethiopian soldiers Korea1951.JPG?width=200 "[[75-мм безоткатное орудие М-20]] на пулемётном станке-треноге.")
, Чабани кулеметний станок).jpg?width=200 "Казематный станок является усложненым вариантом вертлюжного. Ось вращения вынесена далеко вперед от вертлюга. В станок включены элементы системы охлаждения пулемета.")
Анодно-механический станок
станок для анодно-механической обработки (См. Анодно-механическая обработка). Наиболее распространены отрезные дисковые (рис. 1) и ленточные (рис. 2) А.-м. с. для резки заготовок, реже применяются шлифовальные, заточные для обработки наружных и внутренних поверхностей тел вращения и другие станки. Основные узлы А.-м. с.: главный привод, привод подачи, регулятор автоматической подачи, источник питания. Главный привод состоит из асинхронного электродвигателя, ременной или цепной передачи и шпинделя с электродом-инструментом для дисковых А.-м. с. или приводного шкива с лентопротяжным механизмом для ленточных А.-м. с. Привод подачи электрода-инструмента электромеханический, реже гидравлический. Для питания А.-м. с., как правило, применяется источник постоянного тока до 600-2000 а напряжением 22-30 в. Электролит подаётся в зону обработки поливом, некоторые станки имеют местные ванны.
Д. М. Змиев.
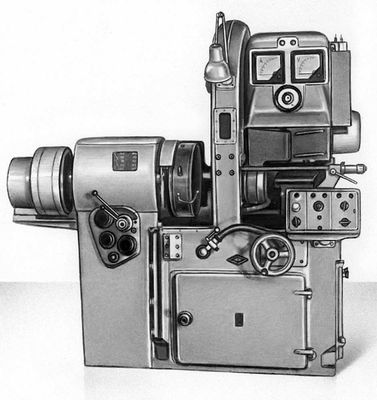
Дисковый анодно-механический отрезной станок 4А821.
ТКАЦКИЙ СТАНОК



.jpg?width=200 "Вверху: Горизонтальный ткацкий станок (изображен вертикально). Древний Египет. Бени-Хасан. Среднее царство<br />Под ним: Рама для плетения циновок. Древний Египет. Среднее царство")

УСТРОЙСТВО ДЛЯ СПЛЕТЕНИЯ НИТЕЙ В ТКАНЬ
Станок (ткацкий); Текстильный станок; Ткацкий стан; Кросны
машина для выработки текстильных тканей. Ткацкие станки различают: по способу прокладывания уточной нити - челночные и бесчелночные станки; по способу смены утка - автоматические и механические с ручной сменой уточных паковок; по виду зевообразовательного механизма - эксцентриковые, кареточные и жаккардовые; по числу челноков - одночелночные и многочелночные и т. д. Ручной ткацкий станок - одно из наиболее древних орудий труда человека. Механический ткацкий станок изобретен во 2-й пол. 18 в.
Ткацкий станок
УСТРОЙСТВО ДЛЯ СПЛЕТЕНИЯ НИТЕЙ В ТКАНЬ
Станок (ткацкий); Текстильный станок; Ткацкий стан; Кросны
Ткáцкий станóк (ткáцкий стан, кросны) — основная машина ткацкого производства, оборудование или устройство для изготовления всевозможных видов ворсовых, гладких, плетёных полотен и ковров: льняных, конопляных, хлопчатобумажных, шёлковых, шерстяных, а также прочей продукции текстильной промышленности.
ويكيبيديا
Оружейный станок

Стано́к или лафет — опора, предназначенная для закрепления стрелкового оружия, устанавливаемая на неподготовленную площадку, не имеющая механизмов для подачи патронов, прицельных приспособлений и обеспечивающая возможность перемещения стрелкового оружия при наводке и фиксации его в наведённом положении.
Станки бывают трёх видов:
- Треножные — так называемые «станок-тренога» (станок, опирающийся на три «ноги») — в основном используются в станковых гранатомётах, крупнокалиберных пулемётах, ПТРК;
- Вертлюжные — использовались для вертлюжных пушек, позднее для пулеметов;
- и реже колёсные (пулемёты и гранатомёты первой половины XX века).
